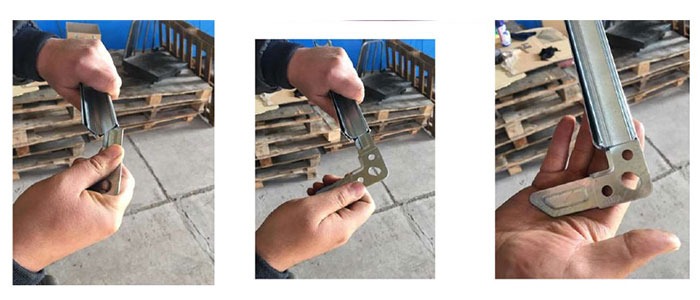
جهت اتصال فلنج به یکدیگر و ساخت کلاف فلنج از قطعهای به نام گوشه فلنج (کرنر) استفاده میگردد. در ادامه مراحل تولید گوشه فلنج (کرنر) را مورد بررسی قرار میدهیم.
 اولین مرحله در تولید، تامین مواد اولیه هست. مواد اولیه گوشه فلنج (کرنر) تولیدی کلینت ونتا ورق گالوانیزه با ضخامت 2 میلیمتر و ورق روغنی ضخامت 3 میلیمتر میباشد. ورقهای مورد استفاده در عرضهای 1 و 1.25 متر بصورت رول از کارخانجات معتبر (امیر کبیر کاشان یا شهر کرد) تهیه و با توجه به سایز گوشه فلنج های (کرنر) تولیدی در عرضهای کمتر به صورت رول به رول برش داده میشود.
اولین مرحله در تولید، تامین مواد اولیه هست. مواد اولیه گوشه فلنج (کرنر) تولیدی کلینت ونتا ورق گالوانیزه با ضخامت 2 میلیمتر و ورق روغنی ضخامت 3 میلیمتر میباشد. ورقهای مورد استفاده در عرضهای 1 و 1.25 متر بصورت رول از کارخانجات معتبر (امیر کبیر کاشان یا شهر کرد) تهیه و با توجه به سایز گوشه فلنج های (کرنر) تولیدی در عرضهای کمتر به صورت رول به رول برش داده میشود.

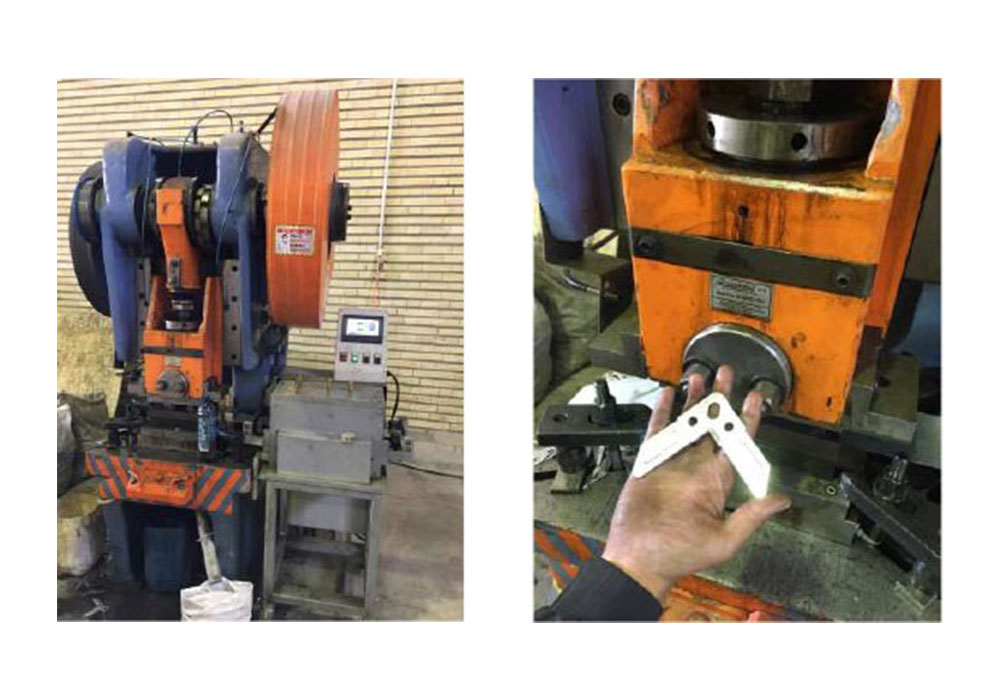
رولهای با عرض کم توسط رول باز کن به ورودی دستگاه وارد میشوند.
 ورق توسط دستگاه پرس و غالب به شکل قطعه نهایی تبدیل میگردد.
ورق توسط دستگاه پرس و غالب به شکل قطعه نهایی تبدیل میگردد.
 گوشه فلنج کلینت ونتا متناسب با فلنج های تولیدی در سه سایز 20، 30 و 40 میلیمتری تولید میگردد.
گوشه فلنج کلینت ونتا متناسب با فلنج های تولیدی در سه سایز 20، 30 و 40 میلیمتری تولید میگردد.
 گوشه فلنج سایز 20 و 30 از ورق گالوانیزه با ضخامت 2 میلیمتر تولید میگردد. کرنر سایز 40 از ورق روغنی با ضخامت 3 میلی متر تولید و پس از آن آبکاری می گردد.
گوشه فلنج سایز 20 و 30 از ورق گالوانیزه با ضخامت 2 میلیمتر تولید میگردد. کرنر سایز 40 از ورق روغنی با ضخامت 3 میلی متر تولید و پس از آن آبکاری می گردد.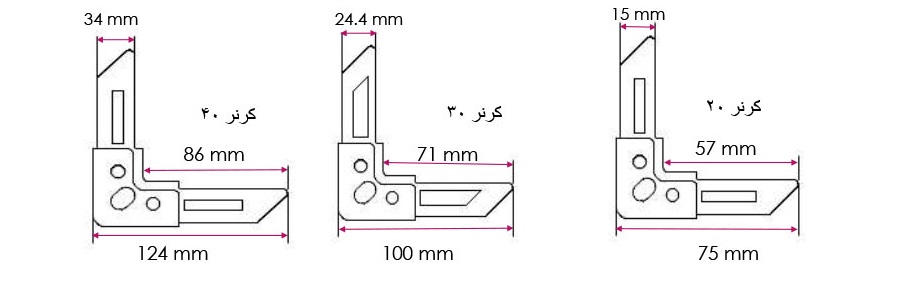
شما در این ویدیو اختصاصی که توسط کارشناسان کلینت ونتا تهیه و آماده شده است می توانید از صفر تا صد مراحل نصب کرنر روی فلنج و ساخت قاب یا کلاف فلنج و نصب کلاف بر روی کانال تهویه را مشاهده نمایید.
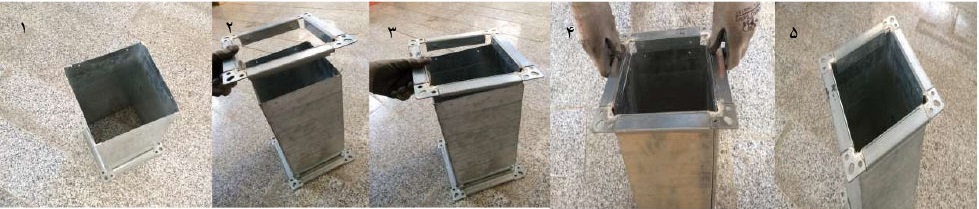
مراحل نصب کرنر روی فلنج کانال

بعد از ساخت قاب یا کلاف فلنج مرحله بعدی نصب کلاف بر روی کانال میباشد. قاب ساخته شده به نحوی که گوشههای کانال به کرنرهای فلنج بچسبند روی کانال نصب میگردد. آرام به قاب ضربه زده میشود تا کاملا جا انداخته شود. در این حالت لبه مقطع کانال کاملا در گوشه فلنج فرو خواهد رفت که با استفاده از چکش پلاستیکی کاملا به یکدیگر میچسبند. نصب قاب فلنج روی مقطع کانال دورتادور آن باید در یک امتداد انجام شود. نصب قاب فلنج از گوشه کانال شروع می شود. قاب توسط پیچ سرمته یا دستگاه پرچ فیکس می گردد.